Non-contact method offers high process flexibility
GEERT VERHAEGHE, ROLF BECKSCHWARTE, and SREENIVAS PARUCHURI
One of the key drivers in the automotive industry remains how to manufacture lighter cars without adding cost or penalizing on performance, quality, and safety. While for seat structures, this has translated mainly into the use of thinner, higher-strength steels up to now—hybrid material structures have also been studied widely in recent years. This is the case for both metal-only hybrid structures and for structures where metal components are complemented with plastics/composites.
Use of these hybrid-material structures brings many different challenges, not in the least how the different materials are joined together because of the differences in chemical, mechanical, and thermal properties of the constituent materials. The most conventional technologies currently used for joining plastics to metals are adhesive bonding, mechanical connections, over-molding, or combinations of these, which all involve a large number of assembly operations and/or impose design constraints.
Now, in an ever-growing number of industrial applications, lasers are also proposed as an alternative method for joining plastic/composite directly to metals. The method eliminates the need for additional liquid/solid adhesives or assembly elements, and offers high process flexibility in contrast to mechanical joints and complex and expensive molds. To assess the possibilities of this new laser-based technology, Faurecia Automotive Seating partnered in an EC-funded project called PMjoin [1].
Laser process steps
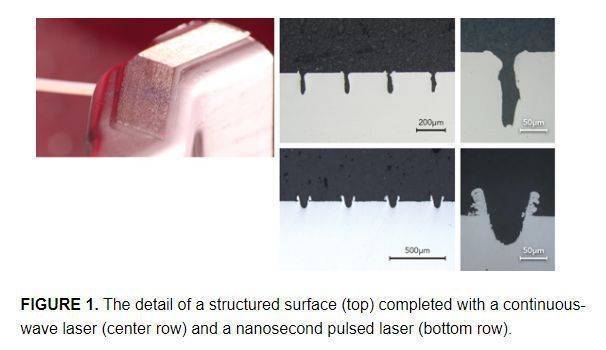
The direct non-contact laser method comprises two steps. First, a grooved microstructure is created on the metal surface by scanning the laser over the area and locally ablating the material. The grooves can be as small as a few microns wide, while the depth can be altered by scanning the laser multiple times over the same area. FIGURE 1 shows two different groove geometries: the top one was produced using a continuous-wave (CW) single-mode fiber laser, showing irregular cross-sectional grooves with a small recast structure on top, while the bottom one was produced with a nanosecond pulsed laser, showing regular groove shapes with a large recast structure on top.
 completed with a continuous-wave laser (center row) and a nanosecond pulsed laser (bottom row).") |
| FIGURE 1. The detail of a structured surface (top) completed with a continuous-wave laser (center row) and a nanosecond pulsed laser (bottom row). |
In the second step of the process, the plastic is placed in an overlap configuration with the structured metal and heated to melting temperature. For a plastic that is transparent to the laser wavelength, the laser beam can be applied from the plastic side—the laser energy is transmitted through the plastic onto the joint interface, where the energy is absorbed by the metal. The metal heats up and the low thermal conductivity of the plastic ensures a local hot spot, melting the plastic.
For a plastic that is opaque to the laser wavelength, which is the case for most automotive structural plastics/composites, heating has to be done from the metal side by conductively heating the metal. When enough heat is generated in this way locally at the interface, the plastic melts. In both cases, good temperature control is essential to avoid the plastic from overheating (resulting in pores) or burning.
Although the conductive solution is not as energy-efficient, it is as effective as the transmissive solution in creating a stable joint. In this work, the conductive heating from the metal side was done using a CW direct-diode laser. In both the conductive and transmissive approaches, pressure has to be applied to ensure the heat is conducted efficiently into the plastic. Once the plastic has reached melting temperature, it is forced to flow into the microstructure and, upon cooling, anchors itself into the metal structure, creating a mechanical interlock.
Automotive seat design concept
As part of the PMjoin project, Faurecia designed a concept seat backrest structure modeled on one of its generic steel seat structures (FIGURE 2), where the two high-strength steel side-members of the backrest were replaced with PAGF30 composite counterparts. The rest of the backrest, including the upper and lower cross-members and the recliner assembly, as well as the cushion and tracks structures, remained unchanged.
 |
| FIGURE 2. A generic automotive seat structure. |
In the first part of the investigation, the influences of the microstructuring parameters on a joint's mechanical performance were investigated. For this purpose, a design-of-experiment set of trials was carried out to produce simple coupons with various groove patterns, which were then tested in tensile shear, pull, and peel. The parameters investigated included the number of repeat (laser) runs, the structure density (pitch between grooves), the angle of the grooves relative to the material surface, the orientation of the groove structures in relation to the load direction, the laser type, and the laser power. For instance, a shear strength value of 17N/mm2 could be achieved using a simple groove geometry, which was more than double that achieved with a randomly roughened (sandblasted) surface and four times that of a non-treated (but clean) metal surface.
As shown earlier, different groove geometries were possible with the different (structuring) lasers that were investigated. Both the irregularity of the groove shape and the size (and shape) of the recast layer protruding the material surface contribute to the anchoring of the plastic into the joint.
In the second step of the study, the results from the small-scale trials were transferred onto the concept backrest structure. The mechanical loading in each of the joining points—that is, the connections between the upper and lower steel cross-members and the composite side-members, and between the steel recliner assembly and the composite side-members—was determined through finite element (FE) analysis of a representative steel structure. Based on the results of the small-scale tests, the joining area needed to transfer the FE-calculated loads was determined in each of the joining points.
As composite side-members from a previous research project were used, a small redesign was then necessary in the joining points only to ensure enough joining area for the new laser-based technique. New steel brackets were also designed and manufactured to connect the existing recliner assemblies with the composite side-members. In addition, suitable positioning and clamping fixtures were designed and manufactured.
Testing results
A small set of concept backrest structures was produced using the parameters determined in the small-scale trials, and subjected to quasi-static front- and rear-impact tests, as well as dynamic front-impact tests. Both test types help to understand how failure in the structure unfolds, with the dynamic impact test showing what happens in real life. While the latter only gives a pass-or-fail report, the quasi-static tests also return a quantitative result—that is, at what torque or at what force the structure fails.
The concept hybrid backrests failed at 60% of the force measured for the steel counterparts in the (quasi-static) rear impact test and at close to 90% of the steel counterpart values in the (quasi-static) front impact test. Although positive as a first result, the observed failure modes also demonstrate that the designed concept remains too rigid. Because of budget constraints, existing steel and composite parts were used in this project, with only the composite slightly modified to match the process. The potential of a more advanced design, where both steel and composite components are redesigned to maximize their contribution to the complete backrest structure performance, remains to be explored. Irrespective of this, the concept hybrid structures passed the dynamic impact test.
This concept study clearly shows the potential of using lasers to join plastic directly to metal as an alternative to adhesive bonding, mechanical joining, or over-molding. Based on the results, the technology can now be deployed for semi-structural hybrid assemblies.
However, there is still some way to go before using it in full-serial production for structural hybrid assemblies. This will require at least another design iteration to maximize the potential of both the two materials and the process towards the structure's mechanical strength, as well as an assessment of the impact on the performance of long-term variables, such as humidity and temperature (material degradation and difference in linear thermal expansion). Alternative technologies for the conductive heating could also be considered.